

1. Taikymo sritis
Specifikacija apima įprasto skersmens NPS 10~NPS48, normalaus slėgio klasės (150LB~300LB) flanšinius trigubus ekscentrinius metalinius sandariklius.
2. Produkto aprašymas
2.1 Techniniai reikalavimai
2.1.1 Projektavimo ir gamybos standartas: API 609
2.1.2 Nuo galo iki galo ryšio standartas: ASME B16.5
2.1.3 Akis į akį matmenų standartas: API609
2.1.4 Slėgio ir temperatūros klasės standartas: ASME B16.34
2.1.5 Patikra ir bandymas (įskaitant hidraulinį bandymą): API 598
2.2 Produkto bendroji informacija
Trigubas ekscentrinis drugelis su dvigubu metaliniu sandarikliu yra vienas iš pagrindinių BVMC produktų ir plačiai naudojamas metalurgijos, lengvosios pramonės, elektros energijos, naftos chemijos, dujų kanalų ir kitose srityse.
3. Charakteristikos ir taikymas
Konstrukcija yra triguba ekscentrinė ir metalinė.Jis turi geras sandarinimo savybes esant kambario temperatūrai ir (arba) aukštai temperatūrai.Mažesnis tūris, lengvesnis svoris, lankstus atidarymas ir uždarymas bei ilgesnis tarnavimo laikas yra akivaizdūs jo pranašumai, lyginant su sklendėmis ar rutuliniais vožtuvais.Jis plačiai naudojamas metalurgijos, lengvosios pramonės, elektros energijos, naftos chemijos, anglies dujų kanalų ir kitose srityse, patikimas saugos naudojimas, vožtuvas yra optimalus šiuolaikinių įmonių pasirinkimas.
4.Struktūra
4.1 Trigubas ekscentrinis metalinis sandarinimo drugelis vožtuvas, kaip parodyta 1 brėžinyje
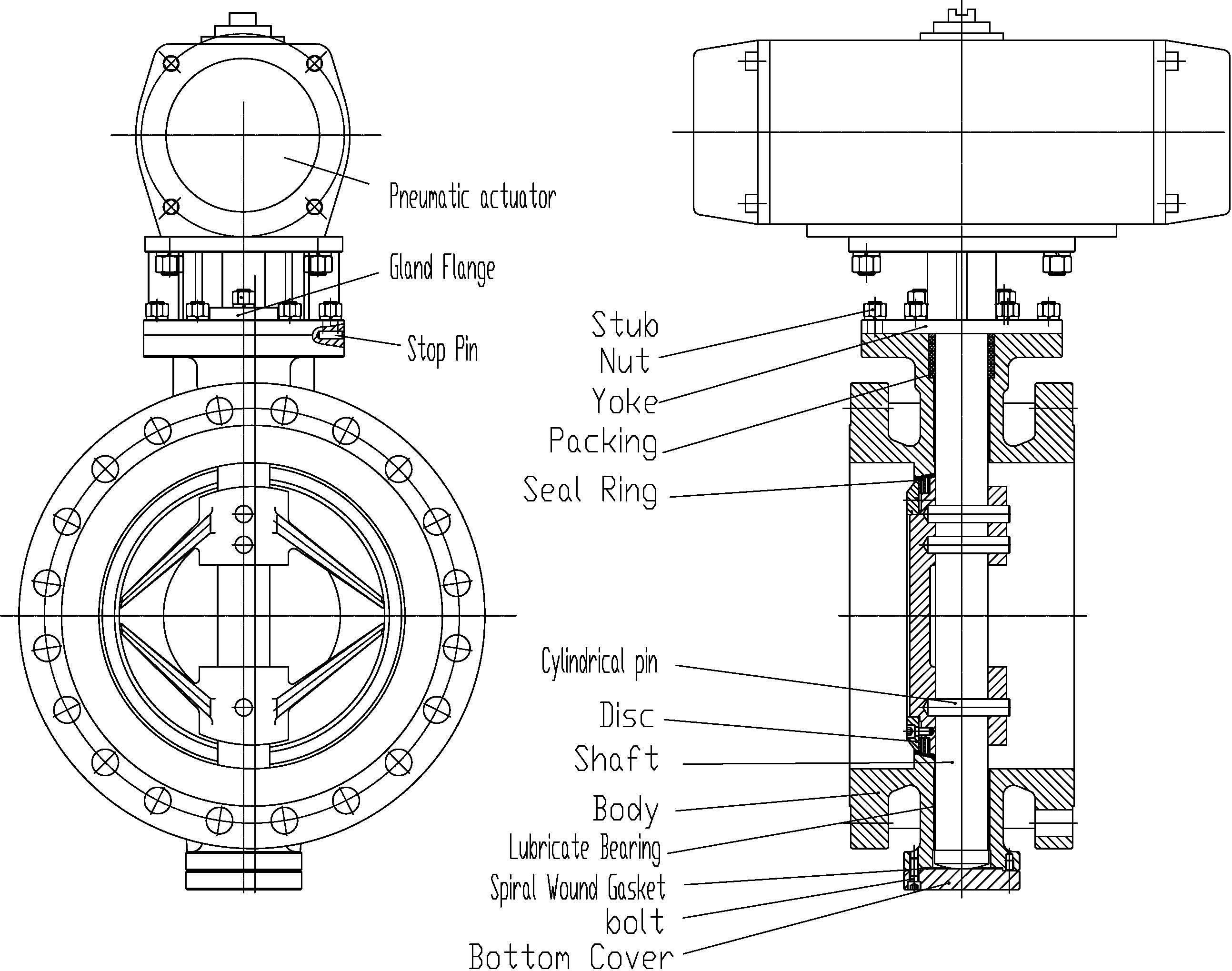
1 pav. Trigubas ekscentrinis metalinis sandarinimo drugelis vožtuvas
5. Sandarinimo principas:
2 pav. Įprastas trigubas ekscentrinis metalinis sandarinamasis drugelio vožtuvas yra tipiškas BVMC gaminys, kaip parodyta 2 eskizoje.
a) Konstrukcijos charakteristikos: Drugelinės plokštės sukimosi centras (ty vožtuvo centras) turi sudaryti įstrižą A su drugelio plokštės sandarinimo paviršiumi ir įstrižą B su vožtuvo korpuso vidurio linija.Ir tarp sandariklio paviršiaus vidurio linijos ir sėdynės korpuso (ty korpuso ašinės linijos) turi būti sukurtas kampas β
(b) Sandarinimo principas: remiantis dvigubu ekscentriniu peteliškuoju vožtuvu, trigubas ekscentrinis peteliškis vožtuvas sukūrė kampą β tarp sėdynės vidurio linijų ir korpuso.Poslinkio efektas yra toks, kaip parodyta 3 paveikslo skerspjūvyje.Kai trigubo ekscentrinio sandarinimo droselinis vožtuvas yra visiškai atidarytas, drugelio plokštės sandarinimo paviršius bus visiškai atskirtas nuo vožtuvo lizdo sandarinimo paviršiaus.Ir tarp drugelio plokštės sandarinimo paviršiaus ir korpuso sandarinimo paviršiaus susidarys tarpas γ, toks pat kaip ir dvigubas ekscentrinis drugelis.Kaip parodyta 4 paveiksle, dėl β kampo susidarymo tarp disko sukimosi takelio liestinės linijos ir vožtuvo lizdo sandarinimo paviršiaus susidarys kampai β1 ir β2.Atidarant ir uždarant diską, drugelio plokštės sandarinimo paviršius palaipsniui atsiskirs ir sutankins, o tada visiškai pašalins mechaninį susidėvėjimą ir dilimą.Atidarius vožtuvą, disko sandarinimo paviršius akimirksniu atsiskirs nuo vožtuvo lizdo.Ir tik visiškai uždarius, diskas sutankins sėdynę.Kaip parodyta 4 paveiksle, dėl kampų β1 ir β2 susidarymo, kai droselinis vožtuvas yra uždarytas, sandarinimo slėgis susidaro dėl vožtuvo veleno pavaros sukimo momento generavimo, o ne dėl peteliško vožtuvo lizdo lankstumo.Tai gali ne tik pašalinti sandariklio poveikio sumažėjimo ir gedimo galimybę, kurį sukelia sėdynės medžiagos senėjimas, šaltas srautas, elastingi negaliojimo veiksniai, ir gali būti laisvai reguliuojamas naudojant pavaros sukimo momentą, kad trigubo ekscentrinio drugelio vožtuvo sandarinimo savybės ir tarnavimo laikas būtų labai svarbūs. pagerėjo.
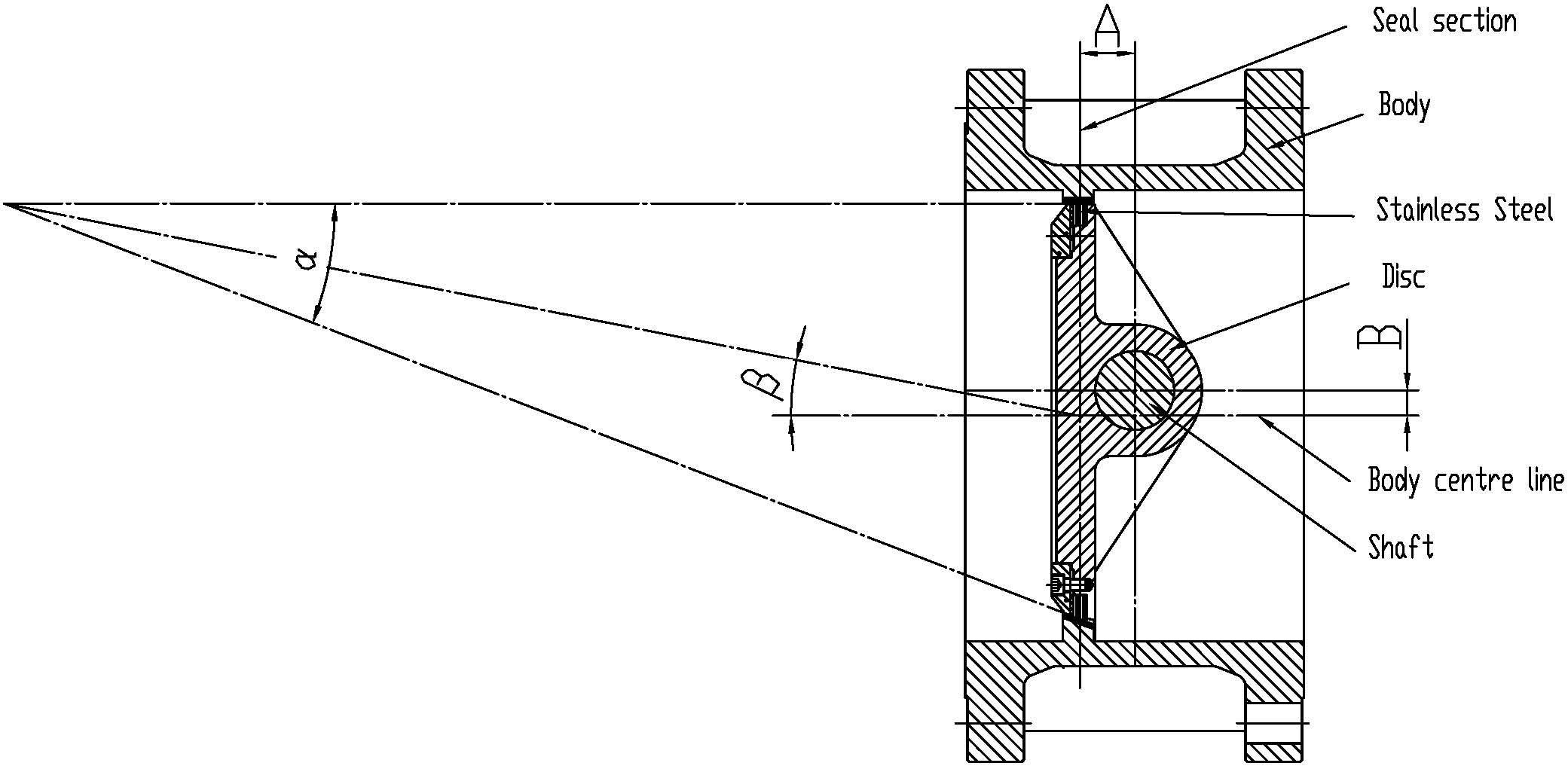
2 pav. Trigubas ekscentrinis dvipusis metalinis sandarus drugelio vožtuvas
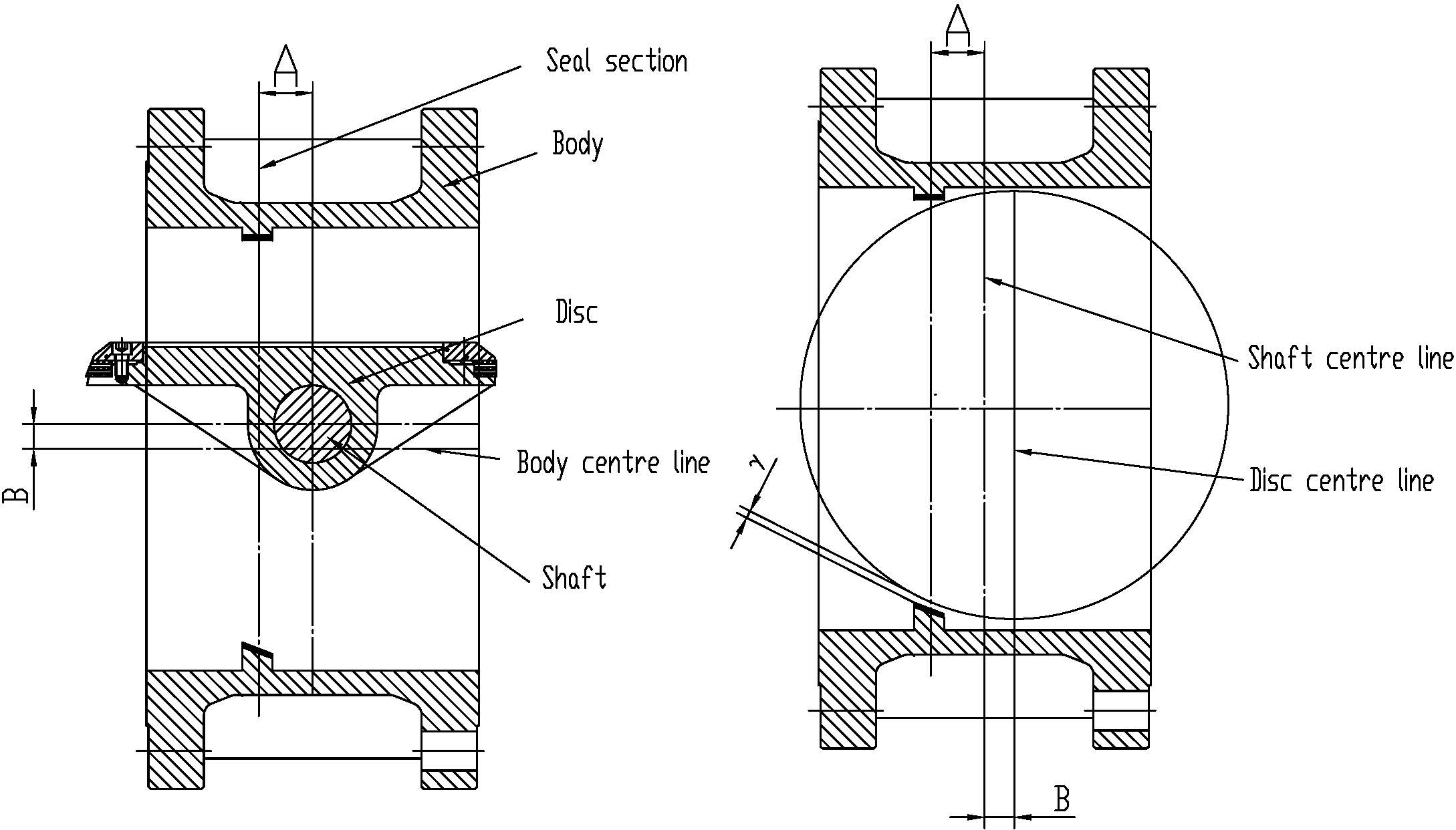
3 pav. Trigubo ekscentrinio dvigubo metalinio sandarinimo droselinio vožtuvo atviroje būsenoje diagrama
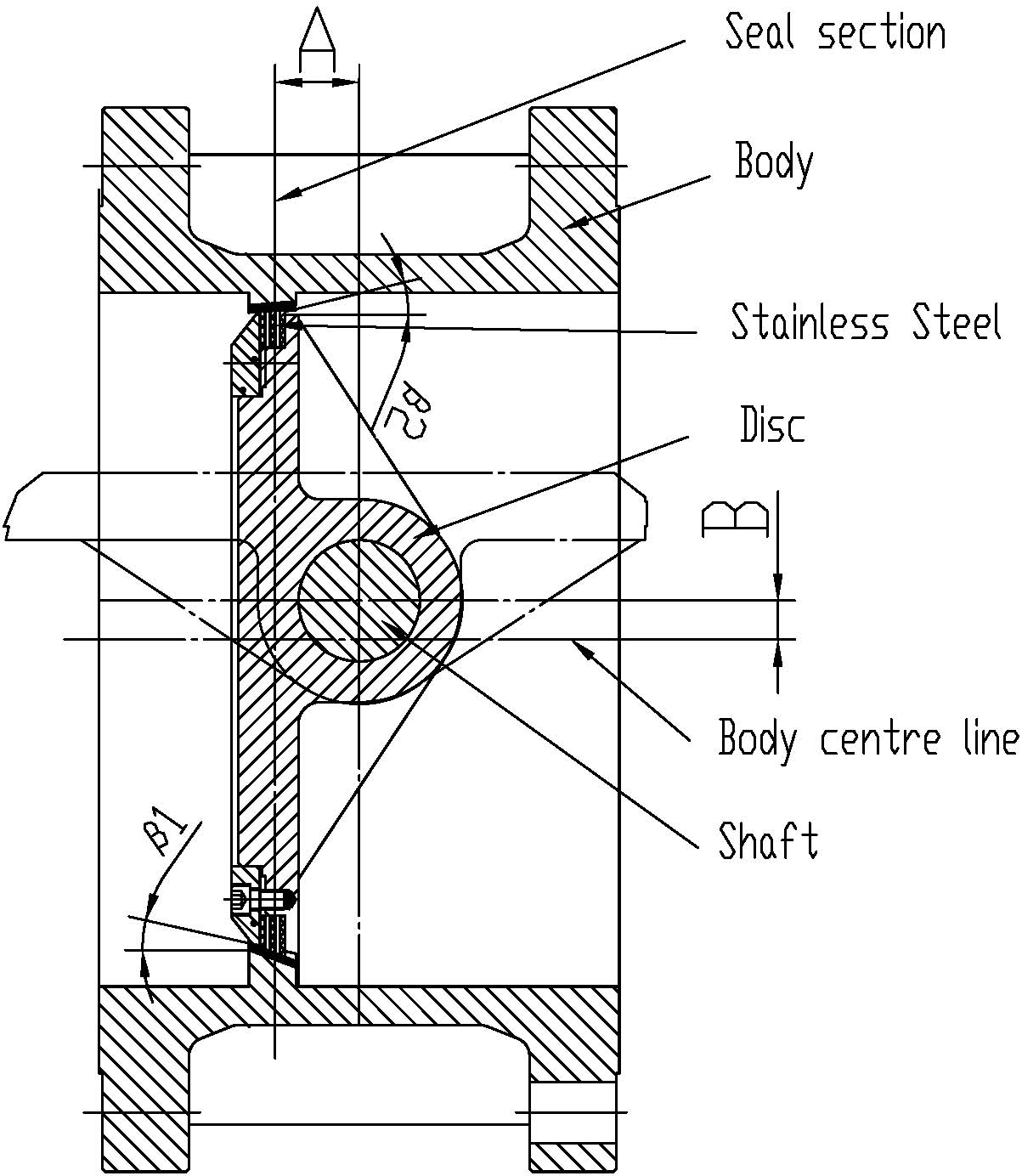
4 pav. Trigubo ekscentrinio dvigubo metalinio sandarinimo drugelio vožtuvo uždarymo būsenos schema
6.1 Diegimas
6.1.1 Prieš montuodami atidžiai patikrinkite vožtuvo vardinės lentelės turinį, įsitikinkite, kad vožtuvo tipas, dydis, lizdo medžiaga ir temperatūra atitiks vamzdyno eksploatavimo reikalavimus.
6.1.2 Prieš montuodami patikrinkite visus jungčių varžtus ir įsitikinkite, kad jie tolygiai priveržti.Ir patikrinti, ar pakuotė suspaudžiama ir sandarinama.
6.1.3 Atbulinis vožtuvas su srauto žymėmis, pvz., rodo srauto kryptį,
O vožtuvo montavimas turėtų būti atliekamas pagal srauto nuostatas.
6.1.4 Prieš montuodami dujotiekį reikia išvalyti ir pašalinti alyvas, suvirinimo šlaką ir kitus nešvarumus.
6.1.5 Vožtuvą reikia išimti švelniai, užkertant kelią jo mesti ir nuleisti.
6.1.6 Montuodami vožtuvą turėtume nuimti dangtelį nuo dulkių vožtuvo galuose.
6.1.7 Montuojant vožtuvą flanšo tarpiklio storis yra didesnis nei 2 mm, o šoninis kietumas didesnis nei 70 PTFE arba apvijos tarpiklis, jungiamųjų varžtų flanšas turi būti priveržtas įstrižai.
6.1.8 Tarpiklio laisvumą gali lemti vibracijos ir temperatūros pokytis transportuojant ir sandarinimo riebokšlio veržlių priveržimas, jei po montavimo koto sandariklis yra nesandarus.
6.1.9 Prieš montuodami vožtuvą, reikia nustatyti pneumatinės pavaros vietą, kad būtų galima dirbtinai dirbti ir prižiūrėti netikėtai.O pavara turi būti patikrinta ir išbandyta prieš išleidžiant į gamybą.
6.1.10 Įeinanti patikra turi būti atliekama pagal atitinkamus standartus.Jei metodas yra neteisingas arba sukeltas žmogaus, BVMC kompanija neprisiima jokios atsakomybės.
6.2 Sandėliavimas ir priežiūra
6.2.1 Sausoje ir vėdinamoje patalpoje galai turi būti uždengti apsauga nuo dulkių, kad būtų užtikrintas vožtuvo ertmės grynumas.
6.2.2 Pakartotinai panaudojus ilgalaikiam saugojimui skirtą vožtuvą, reikia patikrinti, ar jis netinkamas, ir į besisukančias dalis įpilti tepalinės alyvos.
6.2.3 Vožtuvai turi būti naudojami ir prižiūrimi garantiniu laikotarpiu (pagal sutartį), įskaitant tarpiklio, tarpiklio keitimą ir pan.
6.2.4 Vožtuvo darbo sąlygos turi būti švarios, nes tai gali pailginti jo tarnavimo laiką.
6.2.5 Veikdami vožtuvai turi būti reguliariai tikrinami ir prižiūrimi, kad būtų apsaugoti nuo atsparumo korozijai ir būtų užtikrinta, kad įranga yra geros būklės.
Jei terpė yra vanduo arba aliejus, vožtuvus rekomenduojama tikrinti ir prižiūrėti kas tris mėnesius.O jei terpė ėsdinanti, siūloma kas mėnesį tikrinti ir prižiūrėti visus vožtuvus ar jų dalį.
6.2.6 Oro filtro sumažinimo slėgio vožtuvas turi reguliariai ištuštinti, pašalinti taršą, pakeisti filtro elementą.Išlaikyti švarų ir sausą orą, kad būtų išvengta pneumatinių komponentų taršos, gedimo priežasties.(Žr. „pneumatinės pavaros veikimo instrukciją“)
6.2.7 Cilindras, pneumatiniai komponentai ir vamzdynai turi būti kruopščiai ir reguliariai tikrinami, kad būtų išvengta dujų nuotėkio (žr. „pneumatinės pavaros veikimo instrukciją“)
6.2.8 Taisant vožtuvus vėl reikia nuplauti dalis, pašalinti svetimkūnį, dėmes ir aprūdijusias vietas.Norint pakeisti pažeistas tarpines ir sandariklį, reikia pritvirtinti sandarinimo paviršių.Po remonto reikia dar kartą atlikti hidraulinį bandymą, gali naudoti kvalifikuotas asmuo.
6.2.9 Vožtuvo aktyvumo dalis (pvz., kotas ir sandariklio sandariklis) turi būti švari ir nuvalyti dulkes, kad apsaugotų nuo dilimo ir korozijos.
6.2.10 Jei tarpinėje yra nuotėkio, sandariklio veržles reikia priveržti tiesiogiai arba pakeisti sandariklį pagal situaciją.Tačiau negalima keisti pakuotės naudojant slėgį.
6.2.11 Jei vožtuvo nuotėkis nepašalinamas internetu arba dėl kitų veikimo problemų, nuimdami vožtuvą, turite atlikti šiuos veiksmus:
a. Atkreipkite dėmesį į saugą: jūsų saugumui pirmiausia nuimdami vožtuvą iš vamzdžio turėtumėte suprasti, kokia terpė yra vamzdyne.Turėtumėte dėvėti darbo apsaugos įrangą, kad nepažeistumėte dujotiekio viduje esančios terpės.Tuo pačiu metu užtikrinti, kad dujotiekis jau vidutinis slėgis.Prieš išimant vožtuvą, vožtuvas turi būti visiškai uždarytas.
b. Nuimant pneumatinį įtaisą (įskaitant jungiamąją movą, žiūrint "pneumatinės pavaros mechanizmo naudojimo instrukciją"), reikia dirbti atsargiai, kad nepažeistumėte koto ir pneumatinio įtaiso;
c.Disko ir lizdo sandarinimo žiedas turi būti patikrintas, ar jie neturi įbrėžimų, kai atidarytas droselinis vožtuvas.Jei sėdynė yra šiek tiek įbrėžta, sandarinimo paviršių galite pakeisti švitriniu audiniu arba alyva.Jei atsiranda keli gilūs įbrėžimai, reikia imtis atitinkamų priemonių taisyti, o droselinis vožtuvas gali būti naudojamas po patikrinimo.
d.Jei koto sandariklis yra nesandarus, sandarinimo riebokšlis turi būti pašalintas, o patikrinus kotą ir sandariklį su paviršiumi, jei kotelis yra įbrėžęs, vožtuvas turi būti surinktas po remonto.jei pakuotė pažeista, pakuotę reikia pakeisti.
e.Jei cilindras turi problemų, patikrinkite pneumatinius komponentus, įsitikinkite, kad dujų srautas ir oro slėgis, elektromagnetinis atbulinis vožtuvas yra normalus.Žiūrint „pneumatinės pavaros veikimo instrukciją“)
f. Įdėjus dujas į pneumatinį įrenginį, jis užtikrina, kad baliono viduje ir išorėje nebūtų nuotėkio.Jei pneumatinio įtaiso sandariklis yra pažeistas, gali sumažėti veikimo slėgio sukimo momentas, kad jis neatitiktų droselinio vožtuvo atidarymo ir uždarymo operacijos, reikia atkreipti dėmesį į reguliarų tikrinimą ir dalių keitimą.
Pneumatinio drugelio vožtuvo kitos dalys paprastai nepataisomos.Jei žala rimta, kreipkitės į gamyklą arba nusiųskite į gamyklos techninę priežiūrą.
6.2.12 Bandymas
Vožtuvas turi būti bandomas slėgiu, kai vožtuvas buvo suremontuotas pagal atitinkamus standartus.
6.3 Naudojimo instrukcija
6.3.1 Pneumatinio vožtuvo su cilindro įtaiso pavara diskas bus pasuktas 90°, kad vožtuvas būtų atidarytas arba uždarytas.
6.3.2. Pneumatinio įjungimo droselinio vožtuvo atidarymo-uždarymo kryptys turi būti pažymėtos padėties indikatoriumi ant pneumatinio įtaiso.
6.3.3 Peteliškės vožtuvas su apkarpymo ir reguliavimo funkcija gali būti naudojamas kaip skysčio jungiklis ir srauto valdiklis.Paprastai neleidžiama viršyti slėgio – temperatūros ribinės sąlygos arba dažnos kintamos slėgio ir temperatūros sąlygos
6.3.4 Peteliškės vožtuvas yra atsparus dideliam slėgio skirtumui, neleiskite, kad atidarytas peteliškas vožtuvas, esant aukštam slėgio skirtumui, toliau cirkuliuotų, net esant dideliam slėgio skirtumui.Priešingu atveju galite sukelti žalą ar net rimtą nelaimingą atsitikimą bei turto praradimą.
6.3.5 Pneumatiniai vožtuvai naudojami dažnai, o judėjimo efektyvumas ir tepimo sąlygos turi būti reguliariai tikrinamos.
6.3.6 Pneumatinis įtaisas pagal laikrodžio rodyklę, kad droselinis vožtuvas būtų uždarytas, prieš laikrodžio rodyklę, kad droselinis vožtuvas atsidarytų.
6.3.7 Naudojant pneumatinį peteliškinį vožtuvą reikia atkreipti dėmesį, kad oras būtų švarus, tiekiamo oro slėgis 0,4–0,7 Mpa.Kad oro kanalai būtų atviri, neleidžiama blokuoti oro įleidimo angos ir oro srauto.Prieš pradedant darbą, jis turi patekti į suslėgtą orą, kad būtų galima stebėti, ar normalus pneumatinio drugelio vožtuvo judėjimas.atkreipkite dėmesį į pneumatinį drugelio vožtuvą atidarytą ar uždarytą, nesvarbu, ar diskas yra visiškai atidarytas ar uždarytas.Atkreipkite dėmesį į vožtuvo padėtį ir cilindro padėtį.
6.3.8 Pneumatinių pavarų švaistiklio konstrukcija yra stačiakampė galvutė, naudojama rankiniam įrenginiui.Įvykus avarijai, jis gali tiesiogiai nuimti oro tiekimo vamzdį veržliarakčiu, kad būtų galima atlikti rankinį valdymą.
7. Klaidos, priežastys ir sprendimas (žr. 1 lentelę)
1 skirtukas Galimos problemos, priežastys ir sprendimas
| Klaidos | Gedimo priežastis | Sprendimas |
| Vožtuvų judėjimas yra sunkus, nelankstus | 1. Pavaros gedimai2.Atidarykite sukimo momentą per didelis3.Oro slėgis per žemas 4.Cilindro nuotėkis | 1. Sutaisykite ir patikrinkite pneumatinio įrenginio elektros grandinę ir dujų grandinę2. Sumažinkite darbo apkrovą ir teisingai parinkite pneumatinius įrenginius. 3. Padidinkite oro slėgį 4. Patikrinkite cilindro arba jungties šaltinio sandarinimo sąlygas |
| Stiebo sandariklio nutekėjimas | 1. Atlaisvinti sandarinimo riebokšlių varžtai2.Pažeista pakuotė arba stiebas | 1. Priveržkite riebokšlių varžtus2.Pakeiskite sandariklį arba kotą |
| Nuotėkis | 1.Antspaudo pavaduotojo uždarymo pozicija neteisinga | 1. Pavaros sureguliavimas taip, kad sandarinimo pavaduotojo uždarymo padėtis būtų teisinga |
| 2. Uždarymas nepasiekia nurodytos padėties | 1. Patikrinimas, ar yra atidarymo-uždarymo kryptis.2. Reguliavimas pagal pavaros specifikacijas, kad kryptis būtų sinchronizuota su tikrojo atidarymo būsena3.Patikrinti gaudomus objektus ruošiamasi | |
| 3. Vožtuvo pažeidimo dalys①Sėdynės pažeidimas②Disko pažeidimas | 1. Pakeiskite sėdynę2.Pakeiskite diską | |
| Pavaros nutrūkimas | 1. Rakto pažeidimas ir kritimas 2. Nukirptas stabdymo kaištis | 1. Pakeiskite raktą tarp koto ir pavaros2.Pakeiskite stabdymo kaištį |
| Pneumatinio įrenginio gedimas | Žiūrėti „vožtuvo pneumatinio įrenginio specifikacijas“ | |
Pastaba: techninės priežiūros darbuotojai turi turėti atitinkamų žinių ir patirties.
Paskelbimo laikas: 2022-05-19